







 English
English 中文简体
中文简体 Français
Français Español
Español عربى
عربى
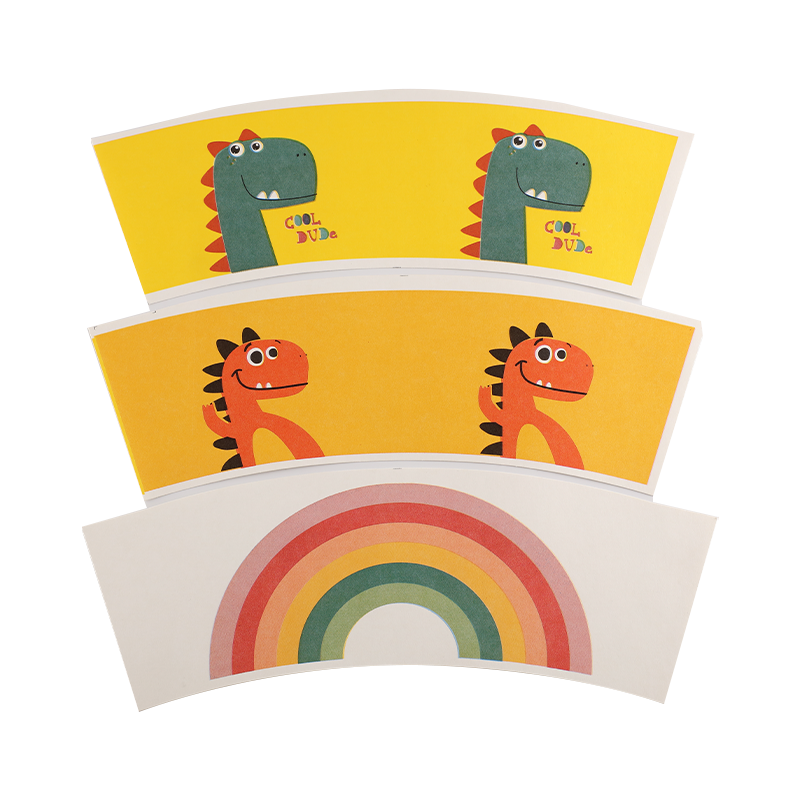













How Base Paper Grammage Affects Cup and Bowl Performance
The grammage of base paper — typically measured in grams per square meter (gsm) — directly determines how well a finished cup or bowl holds its shape under heat, liquid, and mechanical stress. For single-wall paper cups, base paper in the range of 170–220 gsm is standard, while paper bowls designed for heavier or hotter contents often call for 220–350 gsm to prevent deformation. Selecting the wrong grammage is one of the most common causes of leakage complaints and structural failure in the field.
Beyond rigidity, grammage interacts with the coating process. Heavier base papers absorb less PE during extrusion, resulting in a more uniform coating layer — a detail that matters especially for hot-fill applications like soups and instant noodles.
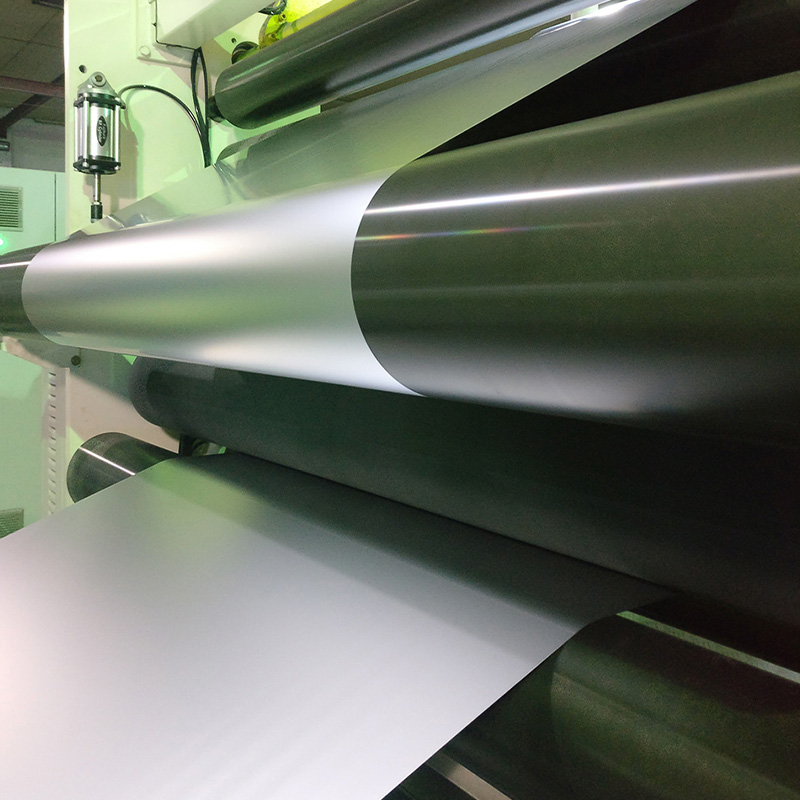
PE Coating: Single-Side vs. Double-Side and Why It Matters
Polyethylene (PE) coating is applied to base paper to create a moisture barrier that prevents liquid from penetrating the paper fibers. For most cold-drink cups, single-side PE coating (food-contact side only) is sufficient. Double-side PE coating is required when the outer surface also needs to repel condensation — common in iced-beverage applications in humid climates.
The standard PE coating weight ranges from 15 to 25 gsm per side. Thinner coatings reduce material cost but increase the risk of pinholes; thicker coatings improve barrier performance but complicate end-of-life recyclability. This tension between performance and sustainability is pushing more manufacturers toward PE-free alternatives such as PLA (polylactic acid) or aqueous dispersion coatings.
We supply both conventional PE coated paper rolls and PLA-coated options, giving converters the flexibility to match the end-use requirement without switching base paper specifications.
Key Quality Parameters Buyers Should Verify Before Sourcing
When evaluating paper cups raw materials and paper bowls raw materials, buyers should request test reports covering at least the following parameters:
- Cobb value — measures water absorption of the uncoated side; a high Cobb value signals inconsistent fiber pressing and can lead to soft spots in finished cups.
- Coat weight uniformity — uneven PE distribution is the leading cause of leakage in automated cup-forming lines.
- Tensile strength (MD/CD) — critical for high-speed die-cutting and fan-forming; low cross-direction tensile leads to tearing during forming.
- Moisture content — paper rolls with moisture above 8% are prone to curling and misfeed on forming machines.
- Food-contact compliance — verify certification against applicable standards (FDA 21 CFR, EU 10/2011, or GB 4806 for the Chinese market).
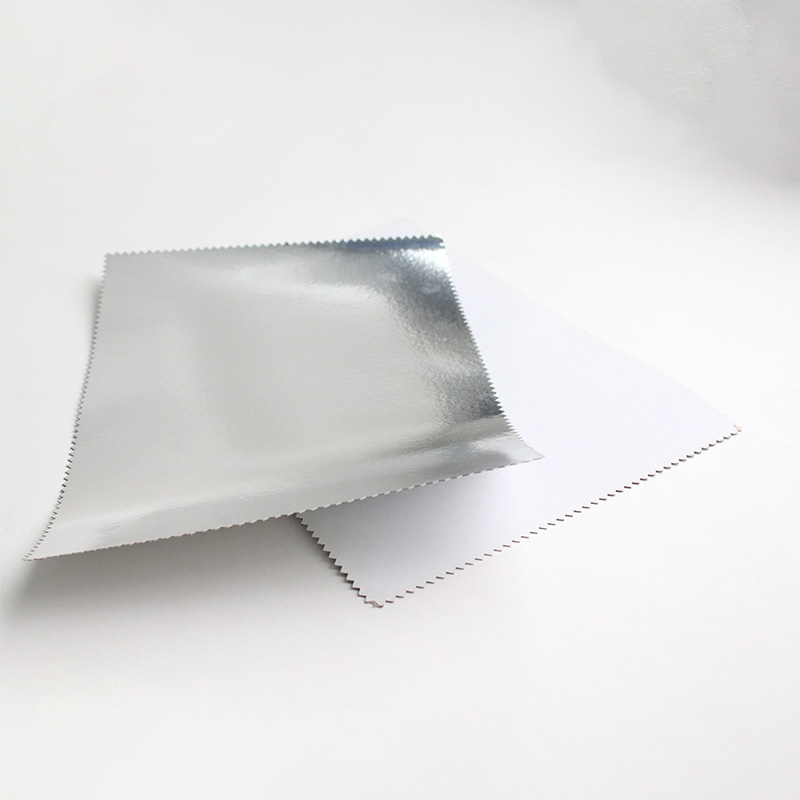
Aluminum Foil Laminated Paper: Niche but Growing
For applications requiring both thermal insulation and moisture barrier — such as butter wrap, baking cups, and takeaway containers — aluminum foil laminated paper combines the structural benefits of food-grade base paper with the barrier properties of thin aluminum foil (typically 6–9 microns). The lamination process bonds foil to paper using either an adhesive or direct extrusion method; adhesive lamination produces a flatter surface better suited for printing, while extrusion lamination offers tighter bonding and is preferred in high-humidity environments.
One trade-off worth noting: aluminum foil laminated paper is not compatible with standard paper recycling streams and must be directed to composite material recovery facilities. Buyers in markets with strict extended producer responsibility (EPR) regulations should factor this into packaging decisions.
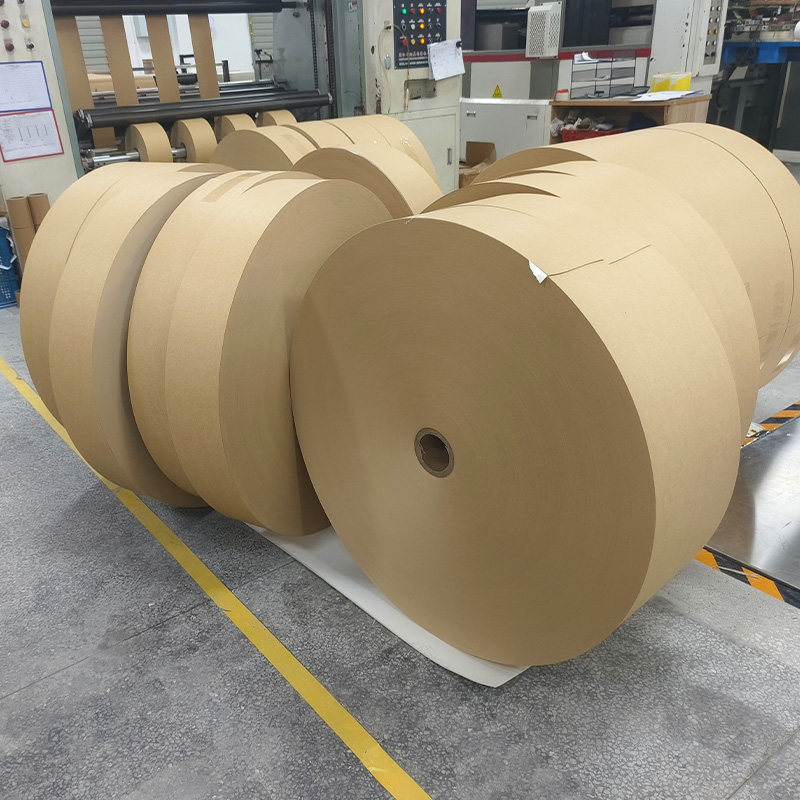
Roll Diameter and Core Size: Overlooked Logistics Details
Raw material rolls are typically wound on 3-inch or 6-inch paper cores. The outer diameter of a finished roll affects how many rolls fit per pallet, directly impacting sea-freight container utilization. Most converters running high-speed cup-forming equipment prefer outer diameters of 800–1000 mm to minimize roll change frequency and downtime. Confirming these specs with your supplier before the first order avoids costly reformatting of storage racks and machine feeds.
| Core Size | Typical OD Range | Common Application |
|---|---|---|
| 3 inch | 500–800 mm | Small-format cup fans, die-cut sheets |
| 6 inch | 800–1200 mm | High-speed cup/bowl forming lines |
